













































1200×1200dpiの解像度を持つシングルパス・インクジェットプリンター「Jet Press」の開発でさまざまなトラブルを経験した富士フイルムの技術者が、試行錯誤の中でわかった技術課題と対策についてご紹介します。
本記事の「3つのポイント」
- 吐出性を維持するためのクリーニングがスジの原因になりうる
- ヘッドクリーニング直後に起こるスジ原因特定で重要な3つの視点
- 最適なヘッドクリーニングには、ウェブ(布)などのさまざまなパラメーターの考慮が必要
「スジ・ムラを体系的に分析するには?」では、高解像度シングルパスインクジェットプリンター開発で特に大きな課題となる画像欠陥「スジ・ムラ」の体系的なとらえ方と対策をご紹介しました。
今回は、具体的なスジ・ムラの事象を見ながら分析・対策方法を紹介していきます。
クリーニングがスジの原因に?!開発におけるリスクとは

インクジェットプリンターを開発していて、こんなご経験はないでしょうか?
- プリントヘッドクリーニング後、こっちのノズルは回復したけど、あっちのノズルが悪化…吐出状態が安定しない!
- プリントヘッドクリーニングをしたら、むしろ吐出状態が悪化してしまった!
- 最初のころはきれいに印刷できていたのに、最近はスジが見え始めたなぁ…
このような場合には、プリントヘッドのクリーニングを適切に行えていない恐れがあります。この状態では、開発中の製品の評価が適切にできなかったり、実際は正常なプリントヘッドが不具合を起こしていると判断してしまい、使えるはずのヘッドを交換して開発コストが増加してしまったりと、大きなリスクになりえます。
当社もJet Press開発の中でプリントヘッドのクリーニング方法の最適化には数年の試行錯誤があり、プリントヘッドの吐出性の維持において重要なポイントだと認識しています。
なにせ、大型で高解像度の印刷機には数万から数十万個のノズルがあり、その中のたった一つのノズルが不良になるだけでも、スジが発生しうるからです!
では、富士フイルムが直面したプリントヘッドクリーニングの課題、そして、それをどのように対策したのかについて、具体例をご紹介します。
「クリーニングに関連したスジ」の主なチェックポイントとは

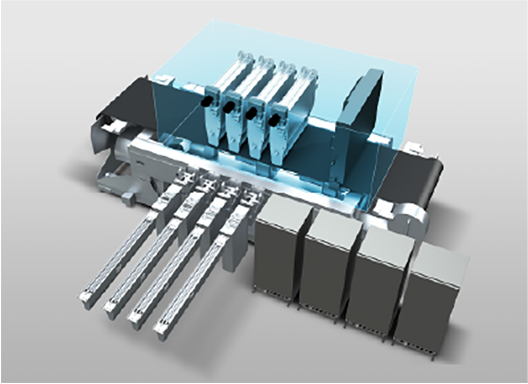
図1 プリントヘッドのクリーニングのイメージ図
Jet Pressでは、図1で示したように、プリントヘッドの表面を、洗浄液で濡らしたウェブ(布)を用いて払拭するクリーニング方式を採用しています。
下の表1は、Jet Pressの開発中に実際に用いた「クリーニングに関連するスジ事象についての主なチェックポイント」です。前回の記事と同様に4W/1Hの形式で整理しました。

表1 クリーニングに関連したスジの主なチェックポイント
クリーニングに関連したスジのチェックでは、特に「What」「When」「Who」の3つが重要になります。なぜなら、クリーニングに関連したスジは、この3つに特徴があることが多いからです。
それでは、Jet Press開発で実際にあった不具合事例と、その対策アプローチの仕方を見てみましょう。

表2 クリーニング後に特定のノズル(規則的な配置)でスジが発生した例
この事例では、クリーニング後に(When)、インク流路に沿ったノズル(Who)で、印刷物にスジ(What)が発生しています。(図2)

図2 今回事例でのノズルチェックパターン印刷結果(拡大)イメージ
この場合は、流路に沿って移動する異物、例えば、ノズルからプリントヘッド内部に侵入した気泡などの影響が考えられます。(図3 参照)

図3 気泡でノズルが不吐出になった今回事例のプリントヘッド内部イメージ
今回のケースの場合、クリーニング後に発生していることから、クリーニング時にプリントヘッドのノズル面に不適切な状態で触れたことで、不吐が発生してしまったと推察できます。
対策としては、クリーニング時の背圧(メニスカスの引き込み状態)を調整し、クリーニング時に気泡をノズル内に引き込みしにくくするなどの工夫をすることで、不具合を特定・解消できることがあります。
しかしながら、単純に背圧の絶対値を小さくすればよいというわけでもなく、背圧の絶対値を小さくしすぎると、今度は、ノズル面からインクを引き出しやすくなるなどのドローバックがあるため、背圧の調整にはヘッドクリーニング方法と組み合わせたさまざまな試行錯誤が必要になります。
ノズル近傍の拡大図(メニスカスの模式図)

図4 背圧違いによる気泡混入量の違いのイメージ
この例は、一見、単純にも見えますが、特定の流路に沿ったノズルで発生している原因を突き止め、実際に解析するには多くの仮説の検証が必要だということはご理解いただけると思います。
またこうした不具合をなくすには「クリーニング方法の最適化」が有効ですが、これも容易なことではありません。
ウェブの工夫など、クリーニング方法の最適化には数年を費やしました
Jet Pressで使用しているウェブは、Jet Press専用のものであり、繊維の選定や繊維の開線具合など、さまざまな工夫を施しています。ウェブとの組み合わせも含めて、さまざまなパラメーターを最適化するのに数年の開発期間が掛かりました。そのノウハウは、インクジェットコンポーネント「Samba JPC」にも余すことなく生かしています。
Jet Press開発を通じ、原因特定から対策までの幅広い知見やデータ解析の技術を蓄積している富士フイルムでは、プリンターを開発する皆さまの開発をサポートし、インクジェット業界の発展に貢献することができると考えています。今後、このシリーズでも「スジ・ムラ」をはじめとする具体的なトラブルを取り上げ、その原因と対策例についてご紹介していきます。ぜひご期待ください。
また、スジ・ムラに関するご質問、ご相談がございましたら、下記お問い合わせフォームよりお気軽にご連絡ください。
1200dpiの高解像度デジタル印刷機開発にスピード革新を起こすインクジェットコンポーネント「Samba JPC」
世界で評価される「Jet Press」の技術ノウハウを凝縮。1200dpiインクジェットプリンター開発に立ちはだかる膨大な課題を解決し、期間・コストを大幅に削減、出力安定性に優れたシステムの実現を強力にサポートします。



