













































富士フイルムの技術、「特定波長カット剤」とは
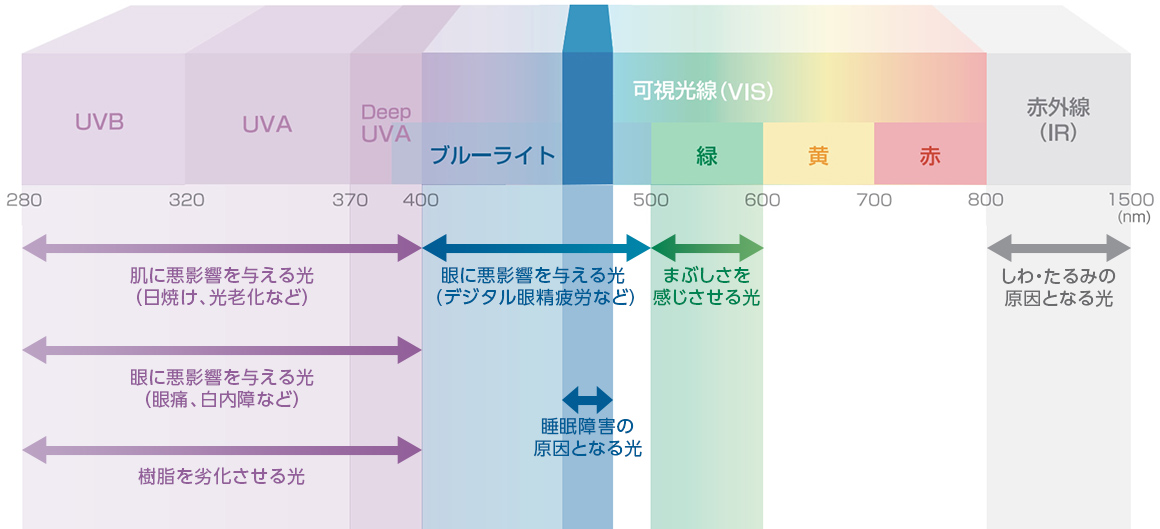
私たちの身の回りには、さまざまな波長を持つ光が存在しています。 その中には、波長の短い「紫外線(UV光)」や、目に見える「可視光線(Vis光)」、波長の長い「赤外線(IR光)」があります。
「特定波長カット剤」は、これらの光の中で不要な成分のみをカットできます。
これらの特殊な素材は、富士フイルムが長年の写真の研究の中で培った技術を用いて開発されました。

製品の例
こちらに記載のない分野・用途でも対応可能なものがあります。お問い合わせください。



富士フイルムの「特定波長カット剤」の特長
【特長1】紫外線~可視光線~赤外線まで、特定の波長をピンポイントでカット
不要な波長の光を、ピンポイントでカットできます。
例えば可視光の460nm~480nmの20nmの間には睡眠障害に関わると言われる波長があります。この領域の光をカットする可視光線カット剤を使用することで、睡眠障害を予防する素材を作ることができます。
不要な波長だけをシャープにカットするため、着色度を低く保つこともできます。
【特長2】塗布から混錬まで、さまざまな加工に対応
特定波長カット剤(UV剤、VIS剤、IR剤)は粉状の素材で、高溶解性や高耐熱性など、用途に応じた特性のものを選択可能です。
そのためコーティング、または樹脂に練り込むなど、用途に合わせた豊富な加工方法に対応できます。

特定波長カットの効果と用途例

肌の日焼け・シワ防止(自動車フロントサイドガラス)

商品:OUV-011 【対象基材:ガラス】
当社素材の特長:DeepUVA(370~400nmのUVA)カット可能、ガラスコート適性有り
透過スペクトル(溶液)

DeepUVAの肌への影響
肌の奥まで到達し、肌のハリの低下やシワを引き起こします。

眼の病気予防 / まぶしさの低減 (眼鏡レンズ、ディスプレイ用フィルムなど)

商品:OUV-015、OUV-018、OVS-002、OVS-005、OVS-008
【対象基材:ウレタン樹脂、ポリカーボネート樹脂、アクリル樹脂、ガラスなど】
当社素材の特長:不要な光のカットと低着色性の両立
透過スペクトル(溶液)


A. 可視光線のうち、波長の短い400-500nm(特に、400-420nm)のブルーライトの長期光暴露で、加齢性黄斑変性の原因となる可能性が指摘されています
透過スペクトル(溶液)

可視光線カット剤「OVS-002」「OVS-005」「OVS-008」の透過スペクトル。「OVS-002」「OVS-008」は網膜黄斑部に影響数400nmから500nm付近の光を全体的に吸収しています。「OVS-005」は比視感度が高い555nm付近の光を吸収しています。
B. 555nm付近の光は比視感度が高く、まぶしさを感じさせます。
樹脂の劣化抑制
樹脂が劣化する(黄変、ボロボロになる)原因のひとつに、太陽光などに含まれる紫外線があります。
紫外線の強いエネルギーを吸収した分子が励起状態を経てラジカルが発生し、「自動酸化」反応などの化学反応によって、樹脂の劣化が促進されていきます。
紫外線(UV)領域に光の吸収が少ない透明樹脂でも、樹脂中に存在する少量の触媒や添加剤、成形時に生じた酸化物など、微量の不純物による光の吸収が要因となり、自動酸化反応が開始することがあります。
紫外線吸収剤は、このメカニズムのうち、紫外線が樹脂に侵入することを防ぎ、劣化を抑制します。
自動酸化のメカニズム

加工への応用(樹脂のレーザー溶着)
レーザー溶着は、高エネルギー密度のレーザービームを使用して、溶着する部品の接合面を溶かし、溶融した材料同士を接合する溶着方法です。
接着剤を使うことなく樹脂同士を溶着することができ、また、超音波溶着のように粉塵が発生しないため、クリーンな溶着を行いたい場合に向いています。
一般的なレーザー溶着の場合、赤外線レーザーを透過する「透明樹脂」と、そのエネルギーを吸収して発熱する「黒色樹脂」を組み合わせ、その界面を溶融させることによって樹脂同士を強固に接着させます。
片方の樹脂は赤外線を吸収する必要があるため、溶着できる樹脂には制約があります。
一方、黒色樹脂の代わりに、「透明樹脂」同士の界面に赤外線吸収剤を塗布すると、同様な原理で無色透明な樹脂同士を溶着することができます。富士フイルム製の赤外線吸収剤は、レーザーを照射すると無色に変化し、外観に影響を与えません。
一般的な樹脂のレーザー溶着 (断面図)

赤外線吸収剤を用いたレーザー溶着(断面図)

溶着した透明樹脂 (提供:日本エマソン株式会社 ブランソン事業本部)
赤外線レーザー溶着機メーカーの日本エマソンとともに透明樹脂溶着の検討を実施しています。
溶着前



赤線で囲まれた部分に富士フイルム製赤外線吸収剤を塗布し、日本エマソン製レーザー装置で赤外線レーザーを照射。

レーザー照射
溶着後



レーザー照射後、該当部分の樹脂が溶着して一体化。溶着部は無色透明化し、ヘイズも少ない。
レーザー溶着の特長・メリット
- 溶着時に粉塵が発生しない
- 振動が発生しないため内部部品へのダメージがない
- 自動化が容易
- 複雑な3D形状への対応が可能*2
- 多数個取りや大型部品への対応が可能*2
- *2 ブランソンの一括照射レーザー溶着機特長

赤外線レーザー溶着機
(日本エマソン株式会社 ブランソン事業本部)
推奨分野
透明樹脂同士を溶着できる点と、上記の特長・メリットから、以下のような分野での活用が期待できます。

自動車
複雑な形状の接着に適用可能。LIDAR や光学システムなど、赤外光の透過が必要なパーツの溶着にも適します。

光学・エレクトロニクス
レーザーにより微細な加工も対応できます。可視光と赤外光の透過が必要な用途にも適します。

医療
レーザーによりマイクロ流路チップなど微細な加工も対応が可能です。可視光と赤外光の透過が必要な用途にも適します。